Moderní technologie bytové výstavby pomocí vytápění, instalatérské práce jsou rozmanité a zahrnují použití trubek s vysokými technickými vlastnostmi. V dnešních dnech se pro systémy zásobování vodou a vytápění používají trubky jak z tradičních materiálů, tak z vyšších jakostí a vyráběných novými technologiemi používajícími polymery.
Moderní topné systémy se montují na tyto typy a typy potrubí:
- kov (měď, ocel, nerez);
- plast (PVC-PVC, PE-polyetylén, PP-polypropylen, PEX-vyrobený z polyethylenu);
- kov-plast.
Uvažujme podrobněji o poslední skupině - trubky kov-plastové pro vytápění, které se běžně používají jak v každodenním životě, tak ve výrobě.
Výstavba potrubí z kovoplastu.
MP trubky, stejně jako jiné odrůdy této skupiny materiálů, jsou charakterizovány dvěma geometrickými parametry:
- průměrem;
- tloušťka stěny.
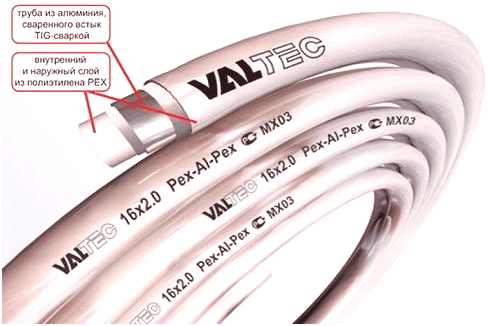
Popis konstrukce trubky z kovového plastu se tedy omezuje pouze na strukturu jeho stěny - plášť ze dvou vrstev polymeru s hliníkovou vrstvou (0,2-0,6 mm), spojený se speciálním viskozim. Je to tedy hliníková trubka s podélným švem vyrobeným laserem nebo ultrazvukem, která má vnitřní a vnější plášť z polyethylenu.
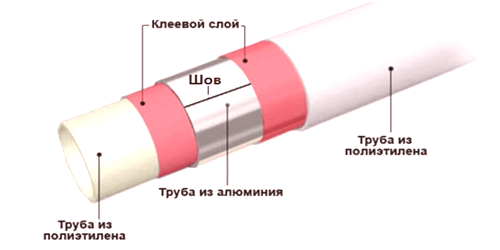
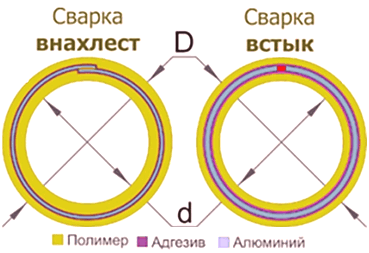
Podélné svařování hliníkového pouzdra může být provedeno jako obložení nebo překrytí. Dokončení skořepiny způsobilo, že se jedná o kvalitativnější, překrývající se - jednodušší technologii, tedy výrobky s hliníkovou vrstvou,svařované krajky, dražší.
, polyetylénová skořepina zajišťuje utěsnění potrubí izolační médium se dopravuje a vydržet některé tlaku vyvíjeného na konstrukci chladicí trubky a hliníková trubka přidává více síly a také snižuje hodnotu lineárního deformace při změnách teploty. Kromě toho je střední plášť z hliníku, v závislosti na tloušťce, umožněno, aby trubice poskytovat potřebnou konfiguraci během instalace, tj ohnout v požadovaném úhlu a ohýbání hliník bude pevná a nebude po ukončení zaměření zmizí.
Odrůdy MP trubek.
Vedle geometrických charakteristik různých plastických materiálu trubky polyetylénové vrstvy.
Pro výrobu potrubí z kovoplastu:
- běžný polyetylén - PE-potrubí označené PE-R;
- z tepelně odolné - označené zkratkou PE-RT, což ukazuje dobrou odolnost vůči vysokým teplotám;
- zesítěný polyethylen - materiál s označením PE-X, získané z normální polyethylenu zesítěním, tj pouze jeden z několika speciálních technologií, které mění molekuly Play připojení polymeru, což vede ke zlepšení jeho výkon (existují 4 hlavní způsoby šití, které jsou označeny latinkami a, b, c a d;

- , polypropylen - PPR-AL-PPR - druh polypropylenových trubek se zesíleným hliníkovou fólií o tloušťce 0,05 - 0,1 mm, což není upevnění trubky v ohnutém stavu po ohnutí, ale snižuje velikostteplotní rozšíření (PPR-AL-PEX - další poddruhy, ve kterých je vnější vrstva - polypropylen, vnitřní - zesítěný polyetylén, vrstva - hliníková fólie stejné tloušťky).
Důležité! Pro systém vytápění a ohřevu teplé vody se používají všechny výše uvedené trubky, s výjimkou označování PE-R - metalloplastikov z běžného polyetylénu.
Označení formy polymerní vrstvy se nutně nachází na vnějším označení MP trubek, které také obsahují tyto informace:
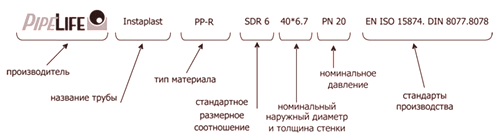
Kromě uvedených povinných informací může označení obsahovat i další dodatečná data: dopravní média (pouze voda nebo jinak), datum výroby, číslo šarže atd.
Technické charakteristiky kovoplastových trubek
Průměrný průměr kovových plastových trubek je hlavní charakteristikou tohoto materiálu, který může mít následující hodnoty: 16, 20, 26, 32, 40, 50 a 63 mm. V domácnosti jsou distribuovány první 5 velikostí MP trubek, ale materiál má průměr 50 mm a zřídka se používá jen zřídka.
Rozsah velikostí tloušťky stěny z kovového plastu je méně rozmanitý a pohybuje se od 2,0 do 3,5 mm. Poměr tloušťky stěny a průměru je zřetelně viditelný za údaji v tabulce:

K těmto parametrům je spojena další hodnota - poloměr ohybu potrubí.
Během instalace potrubí je schopnost ohýbat trubky z kovového plastu důstojností materiálu, který usnadňuje práci. MP potrubí se ohýbá dvěma hlavními způsoby - ručně a potrubí, s volbou metodyPoloměr ohybu závisí. Nicméně kromě technologie ohýbání je velikost jejího poloměru také dána průměrem a tloušťkou stěny trubky.
Poloměr ohybu trubek z kovoplastu je:
- s manuálním provedením - 80 - 550 mm;
- s ohybem trubky - 45 - 180 mm.
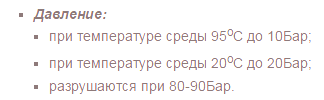
Maximální hodnota pracovního tlaku topných trubek MP je způsobena teplotou chladicí kapaliny. V systémech vytápění a přívodu teplé vody, kde teplota vody dosahuje 95 stupňů, by měly být trubky z kovového plastu navrženy pro maximální pracovní tlak 10 barů.
Důležité! Kovové a plastové trubky mají v průběhu času zajímavou funkci, která se přizpůsobí maximální hodnotě pracovního tlaku, je-li jeho vliv konstantní, a v budoucnu vydrží zatížení 1,5krát vyšší než je hodnota.
Optimální teplota vody v topném systému je hodnota 75 ° C, ale pouze v případě, že stabilita trubky tlaku MP jsou odolné i při jeho velikosti při teplotě 95 ° C,
teploty od 95 do 110 ° C pro kovové trubky nejsou rozhodující - nouzový krátkodobý dopad je přijatelná, ale hrozí možnou těsnost systému a tvorbu netěsnosti.
Síla sloučenin také snižuje pravidelné významné změny teploty, zejména při mrazení systému, které je možné při teplotě -40 ° C.
montážní technika
Ohřev z potrubí z kovoplastu nebo z vodovodu ze stejného materiálu je specifický pouze pro montáž prvků,upevnění potrubí na základnu se provádí tradičními způsoby, jako v případě použití jiných součástí.
Co jsou vybavení
Armatury - spojovací uzly, jejichž konstrukce závisí na účelu, se používají v jednom obvodu pro montáž prvků topného nebo vodovodního systému.
Systém se shromažďuje pomocí tří typů tvarovek:
- dělené (jsou se závity, prsteny);
- komprese (podmíněně oddělitelné);
- Stiskněte (nedělitelné).
Spojení tlakových trubek je následně rozděleno na dva poddruhy montáže (podle typu použitých armatur) - pomocí spojky typu krimpovací nebo manžety.
dělené kování
Spojení tohoto typu jsou uzly opakovaně použitelných - mohou být namontovány a rozebrány tolikrát, kolikrát je potřeba, takže jejich hodnota je vyšší než u jiných typů armatur. Mosazná část demontovatelných tvarovek je upevněna na potrubí pomocí upínacího kroužku a těsnění.

Řetězové spoje jsou vhodné při instalaci systému přívodu studené vody a pokud jsou klouby po montáži stále přístupné, provedení potrubí horké vody. Ve vytápěcích systémech zajišťují závitové armatury těsnost obvodu po dobu 2-3 let, po jejímž je nutno nutnost pravidelného utahování matic a po výfuku rezervní závitové řezání musí být zařízení nahrazeno novým.

algoritmus kompilace
Na řez trubky je připevněna matice, následovaná kroužkem a poté stisknuto na konectělo Na kufříku je umístěn prstenec, nahoře je matice zabalená nejprve rukama a pak klíč.

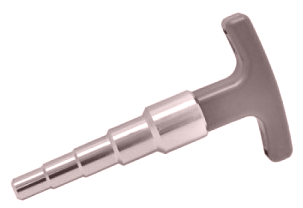
Před operací je řez trubky zpracován speciálním zařízením - kalibrátorem, který obnoví jeho geometrii po případném drcení během řezání.
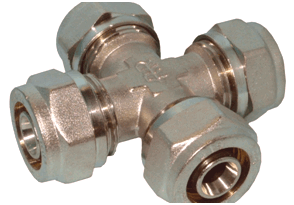
stlačovací armatury
lisovacích tvarovek složené z jednoty a matice, které jsou umístěny na potrubí pomocí krimpovací kroužek s řezem a je podmíněn provádění uvolnitelné spojení - uzlu v případě potřeby může být snadno demontovat, ale další montáž těsnost spojů není zaručena .
, tato metoda aplikována MT-trubkové spoje ve stejném systému jako kleštiny kloubů - zejména pro chov trubek s studenou vodou, a v otevřené poloze spojovací uzly - a pro teplou vodu.

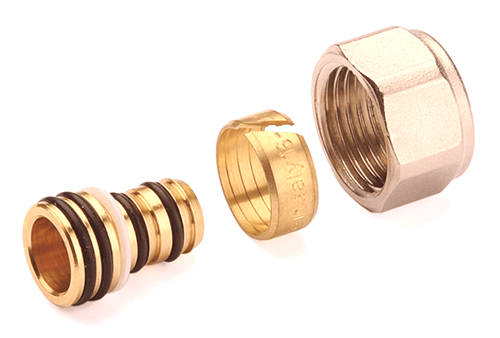
Kompresní armatura se skládá z následujících částí:
- s dvěma nebo více výstupy s vnějším závitem;
- kování (podle počtu východů v pouzdře) s těsnicími pryžovými kroužky vloženými do řezu MP trubek;
- matice klapky (podle počtu kování);
- upínací kroužek se štěrbinou (počet matic).
Způsob montáže tlakových tvarovek
Provedení lisování typ spojení se liší od předchozí metody není mnoho - je namontován se vypočte s použitím dělené komprese (trvalé) kroužky.

Instalace nevyžaduje speciální školení a je možná pro výrobus vlastními rukama je nutný minimální nástroj - dva klíče, z nichž jeden je distanční, kalibrátor a nůžky pro řezání MP trubek (přesnost). S výhodou za přítomnosti ohýbačky, která snižuje poloměr ohybu trubky, jinak - ohýbat trubky ručně pomocí jedné z metod.
Nýty přesné jsou prováděny přes potrubí podél plánované oblasti kolmé k podélné ose. Pokud byla MP trubka zakoupena ve formě zátoky, potom je odříznutý fragmentový oblouk vyrovnán, zejména extrémní části délky asi 10 cm
, pak řez kalybratorom zpracovány obnovit geometrii otvoru, drcení poškozené při řezání a výkon zkosení na vnějším okraji řezu.
Při montáži se matice utáhne a řezací kroužek se vyjme. Konec úseku řez trubky se navlhčí sklouznout, že je kladen na kruhové matice a poté je trubka zasunuta do osazení pryžových těsnění, odebrané z pláště armatury. Řezací prstenec pohybuje dusit nad ní - matice a šrouby původně sklizeny ručně a potom vytáhl klíče, takže rezervu na posledním kole 1,5-2 těsnění před uvedením do provozu. Spolehlivost fixace je zajištěna upínacím účinkem dvojice závitů, přenášených na boční stěny potrubí MP kompresním kroužkem.

lisovací armatury
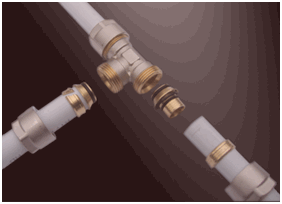
V dnešní době jsou lisovací armatury nejlepším způsobem instalace topných trubek z kovového plastu, které udržují těsnost systému v celé řadě pracovníkůtlaky a teploty. Jedná se o neoddělitelný uzel se silnou fixací MP trubky, který umožňuje použití lisovacích armatur jak v otevřeném, tak skrytém vedení potrubí topných systémů a PVT.

Spojovací uzel obsahuje měděné nebo mosazné pouzdro a pouzdra (2, 3 nebo 4) vyrobené z nerezové oceli - návrh závisí na účelu montáže a umístění jeho instalace do systému.
Tvar pouzdra může být odlišný (příčné nosníky, úhly, odpory, spojky) a závisí na typu připojení. Pouzdro poskytuje potřebnou sílu - prvek je stlačen speciálním zařízením, po kterém je díky speciálnímu zpracování kovu téměř nemožné změnit jeho profil. Pro neutralizaci problému s různými charakteristikami procházejících proudů mezi pláštěm mědi a ocelovými pouzdry je instalováno těsnění těsnicího kroužku - spony.

Upevnění armatury se provádí tlakovými klíči ručního nebo hydraulického provedení. Náklady na ruční nástroj jsou časově nižší než hydraulické, ale kvalita spojení se neodráží - ruční práce je také spolehlivá.

Metoda tlakové armatury
trubek přesně kolmo k ose frézy snížit na místo, a pak se zpracovává konec - kalybratorom obnovena geometrii křižovatky, a běží vnitřní hrana zkosení řezu. Po školení koncové vložky trubky do tvarovky, dokud se nezastaví ovládání kolmo otvorem pohledu. Objímku obdivují svorky klíšťat a jejich držadla jsou nastavena tak, aby splňovala jednujeden až do konce.
Důležité! Lisovací press-montáž se provádí pomocí klíšťaty vhodnou velikost, mnohé Toolbox je sada výměnných koncovek pro připojení uzlů různých průměrů.
po správném lisovacího pouzdra jsou dvě drážky v kruhu, a jeho profil je konvexní od okrajů do středu. Opakování lisování stejného připojení není přijatelné - těsnost spojení bude přerušena.

Otázka self-tube připojení patriarchát zalisování není složitá, ale cena je poměrně vysoká roztoči - koupit i ruční návrhový nástroj pro jednorázové použití nedává smysl těchto úvah Press klíšťata nabídka pronájmu půjčovna nářadí.
Výhody a nevýhody kovoplastových trubek
Výhody MT trubek používaných pro instalaci topení a instalatérství, mají následující kritéria:
- dostatečná plasticita - je snadné provádět ředění ve správném směru;
- univerzálnost - teplé a studené vody, topení (včetně podlahového topení);
- absolutní antikorozivita;
- dostatečná tepelná odolnost;
- malý podíl;
- široký cenový rozsah;
- dostupnost samotné instalace;
- snadnost údržby;
- nízký tepelný výkon;
- šetrné k životnímu prostředí.
S tak širokým a neúplným seznamem výhod mají MP trubky nevýhody:
- relativně nízkou trvanlivost (asi 15 let);
- mrznutí za přítomnosti vody s následným ničením (omezené využívání klimatických zón);
- je méně spolehlivý pro připojení ocelových trubek;
- nízká požární odolnost polymerních skořepin.
závěr
Navzdory existenci řady nedostatků potrubí z kovoplastových plastů se správnou volbou použití, druhem materiálu a kvalitní instalací bude trvat poměrně dlouhou dobu, aby bylo několikrát odůvodněno nákupní a montážní náklady. Požadavek spotřebitelů na materiál MP se proto nezmenšuje, ale zvyšuje se zejména díky neustálému vzhledu nových odrůd se zlepšenými vlastnostmi.







