Měděné trubky - to je příležitost vybavit vytápění a dodávat vodu do systému na principu zachování jejich efektivního fungování co nejdéle. Pro lepení je nejlehčí technologie spájkování měděnými trubkami. K realizaci této technologie v praxi používají jako pájecí materiály, odlišné termoplastychnostyu, které lze rozpustit v důsledku vysokých teplot a posilovat po ochlazení. Právě tyto vlastnosti zajišťují utěsnění výsledných sloučenin.
Měděné trubky - to je příležitost vybavit vytápění a dodávat vodu do systému na principu zachování jejich efektivního fungování co nejdéle. Pro lepení je nejlehčí technologie spájkování měděnými trubkami. K realizaci této technologie v praxi používají jako pájecí materiály, odlišné termoplastychnostyu, které lze rozpustit v důsledku vysokých teplot a posilovat po ochlazení. Právě tyto vlastnosti zajišťují utěsnění výsledných sloučenin.
Pájecí proces z pohledu teorie
Spárování mnoha trubek, včetně mědi, se provádí v souladu se zásadou spojování dvou překrývajících se částí. Výsledkem je dosažení dostatečné pevnosti konstrukce bez ohledu na použitou pájku, kdy i její měkké druhy, charakterizované nedostatečnou stabilitou, zaručují spolehlivost spojení. Obvykle je pro zajištění přijatelné síly spojení s pájením nutné zajistit, aby výrobky na kontaktním místě dosáhly alespoň 5 mm navzájem. Ve skutečnosti vytvářejí mnohem větší klapku, která poskytuje hmatatelnou bezpečnostní rezervu.
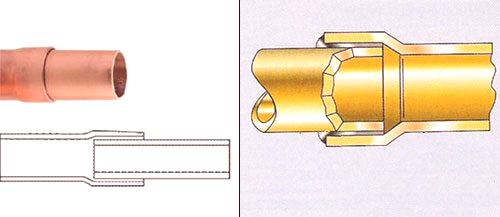 K dosažení nezbytného překrytí výrobků během montáže potrubí je možné díky takovým operacím s potrubí jako roztažení a odizolování, stejně jako použití speciálního kování. Při instalaci spojovacích částí ve tvaru kování se vytvoří mezeru asi 0,2 mm, která zajišťuje vzhledkapilární síly, jejichž přítomnost je nezbytná pro vysoce kvalitní proces pájení. Výsledkem je účinek, když zahřátá sraženina proudí do mezery a zajišťuje požadovanou úroveň utěsnění v kontaktním bodě. Díky vlivu kapilárních sil je příležitost napájet pájku zespodu.
K dosažení nezbytného překrytí výrobků během montáže potrubí je možné díky takovým operacím s potrubí jako roztažení a odizolování, stejně jako použití speciálního kování. Při instalaci spojovacích částí ve tvaru kování se vytvoří mezeru asi 0,2 mm, která zajišťuje vzhledkapilární síly, jejichž přítomnost je nezbytná pro vysoce kvalitní proces pájení. Výsledkem je účinek, když zahřátá sraženina proudí do mezery a zajišťuje požadovanou úroveň utěsnění v kontaktním bodě. Díky vlivu kapilárních sil je příležitost napájet pájku zespodu.
způsoby připojení
Optimální prvky pro připojení dílů měděného potrubí jsou armatury. Jejich rozsah je velký, ale většinou jsou oblíbené pouze tři odrůdy spojovacích částí tohoto typu:
- odpaliště, s nimiž můžete uspořádat vhodné průvany;
- spojky používané pro připojení dvou trubek;
- , které naleznou jejich aplikaci, když je nutné změnit směr potrubí nastavením úhlu otáčení o 90 stupňů.
 V tomto případě může být instalace měděného potrubí provedena bez použití armatury nebo potřeba jejich instalace může být minimalizována. Přestože je zapotřebí vhodný nástroj, který umožňuje provádět operace ohybu a potrubí, stejně jako jejich odstraňování. V takovém případě to ulehčí povinnost použít rohy pro organizaci otáček potrubí. Rozšíření způsobí, že použití spojky bude zbytečné, jelikož bude možné zvětšit průměr trubky a do něj vložit jiný, který upevní takový spoj s pájením. Konečně odizolování vyloučí odpaliště ze seznamu spojovacích prvků, ale za předpokladu, že výstupní potrubí bude mít menší průměr než hlavní.
V tomto případě může být instalace měděného potrubí provedena bez použití armatury nebo potřeba jejich instalace může být minimalizována. Přestože je zapotřebí vhodný nástroj, který umožňuje provádět operace ohybu a potrubí, stejně jako jejich odstraňování. V takovém případě to ulehčí povinnost použít rohy pro organizaci otáček potrubí. Rozšíření způsobí, že použití spojky bude zbytečné, jelikož bude možné zvětšit průměr trubky a do něj vložit jiný, který upevní takový spoj s pájením. Konečně odizolování vyloučí odpaliště ze seznamu spojovacích prvků, ale za předpokladu, že výstupní potrubí bude mít menší průměr než hlavní.
Poskytnoutproveditelnost výše uvedeného bude vyžadovat různá zařízení, která zajistí ohýbání trubek, stejně jako jejich roztažení a lemování.
Trubogibi
Použití zařízení ve formě trubkových ohybů by mělo být v souladu s určitými požadavky. Takže u trubek o průměru až 15 mm je poloměr ohýbání definován jako 3,5d a 18mm - 4d, kde d je průměr výrobku. Pokud se předpokládá, že existuje ohybová pružina, pak bude mít poloměr minimálního poloměru 6 d.


Nepřijatelně malý poloměr vytváří vysokou pravděpodobnost zlomu nebo zploštění. Pokud jsou trubky spáleny, je přijatelný nižší poloměr ohýbání, přestože to má za následek negativní účinky způsobené ohybovým ohybem (méně než 3d), když tok začne narušit ničivě samotné potrubí. Současně mohou být spálené trubky zcela ohnuty pomocí síly rukou, ale zde je nutné pozorovat poloměr ohýbání od 8d, který zabrání zploštění.
Špatně provedené ohyby, které vedou ke zploštění trubky nebo sestavy v harmonické v místě zkreslení, vytvářejí podmínky pro vznik turbulentních toků. V důsledku toho tyto proudy poskytují napětí, kde průsečík potrubí přestává korelovat s tvarem kruhu, což způsobuje destruktivní procesy koroze a eroze.
Trubky, jejichž průměr nepřesahuje 18 mm a nebyly podrobeny tepelnému zpracování, jsou k dispozici pro ohýbání v chladném stavu, což se děje na úkor možností ohýbání trubek. Co se týče většího průměru, pak zde nemůžete dosáhnout bez předchozího vystavení vysokých teplot od 500 do 600 ° Cnutný výsledek.
Prodlužovače
Aby bylo možné použít zařízení, jako plniva měnit ve velkém průměru trubky by měly být použity pouze žíhané výrobky, různého požadovaného plasticity. Takzvané expandéry jsou vačkové mechanismy, které poskytují tlak na segmenty své konstrukce, které ovlivňují trubku zevnitř, což vede k jejímu rozšíření.
 V praxi, část nástavce ve tvaru vrcholové části je vložen do je trubka vyrobena zpracovává kompresi, pákový začátek a konec trubky má podobu světlice. Pokud to ovlivní délku segmentu, ale prodlouží to z obou stran, pak můžete získat spojku.
V praxi, část nástavce ve tvaru vrcholové části je vložen do je trubka vyrobena zpracovává kompresi, pákový začátek a konec trubky má podobu světlice. Pokud to ovlivní délku segmentu, ale prodlouží to z obou stran, pak můžete získat spojku.
Otbotrovskie
Proces odizolování má získat požadovaný průměr otvoru na povrchu trubky. Chcete-li to provést, nejprve vyvrtejte malý otvor, který je nezbytný pro zavedení přes něj nástroj, který je opatřen speciálními ušima. Poté je měchové zařízení pevně připevněno k povrchu potrubí, což je nezbytné pro vytvoření zastávky a elektrické nářadí je připojeno. Jeho spuštění vede k otáčení vřetena, které začne postupně vyjímat obrubu, což má za následek, že okraje otvoru se ohnou směrem ven.
V důsledku toho je vytvořen dostatečně velký otvor pro připojení odtoku. Chcete-li vyloučit hluboké ponoření odtoku do výsledného otvoru, provádí se na jeho povrchu. Tyto výkony jsou omezovače, které jsou požadoványčímž se eliminuje pravděpodobnost obstrukce toku vody.
Tavidla, pasty
Měď jako materiál, včetně jejích slitin, je k dispozici pro pájení při nízkých a vysokých teplotách. Výsledkem je vysoká kvalita pájky bez ohledu na to, jaký typ páječky používané pro pájení měděných trubek: měkký nebo pevný.
Pájecí systémy s nízkou teplotou zajišťují proces připojení měděných trubek, pokud není ovlivněna kovová konstrukce, ale výsledná směs je charakterizována švem, který je charakterizován nízkými mechanickými vlastnostmi. Zatímco vysokoteplotní pájení je bezchybná pevnost švu, což umožňuje využívat potrubí, které jsou k němu připojeny, při vysokých teplotách. Tento způsob pájení vede k žíhání mědi, takže je třeba mít dostatečné zkušenosti, aby se zabránilo nadměrnému přehřátí kovu.
Pájení nízkoteplotních měděných trubek se uplatňuje především v organizaci vytápění a zásobování vodou. Pro tyto účely se používá nízkoteplotní pájka, která neobsahuje olovo, což zaručuje vysokou kvalitu při pájení měděných trubek. Tyto pájky obsahují cínové slitiny s mědí, antimonem, selenem, stříbrem a vizmuthem. Současně se jejich složení tvoří hlavně na úkor cínu a obsah dalších prvků - je to jen asi 5% celkové hmotnosti. Pájky na bázi stříbra, například S-Sn97Ag3 (cín 97%, stříbro 3%), mají nejlepší technologické vlastnosti. O něco horší se zabývá pájkou, která má měď v jeho složení. Poskytují také vysokéKvalitou připojení je například S-Sn97Cu3 (97% cínu, měď 3%). Současně existují univerzální pájky, které jsou charakterizovány jako cín-měď, ale mají vysokou hodnotu.
 Pájení S-Sn97Ag3 obsahuje 97% cínu a 3% stříbra
Pájení S-Sn97Ag3 obsahuje 97% cínu a 3% stříbra
Pájky uvedené na příkladu poskytují příležitost získat kvalitní švy, které poskytuje možnost dlouhodobého využívání jednoho nebo jiného potrubí. V praxi nemůže jiná pájka nalézt svou aplikaci, jelikož tvrzené charakteristiky zmíněných slitin jsou vysoké, což spolu s relativně nízkými náklady činí jejich nedosažitelné pro své nejbližší konkurenty.
 Síran S-Sn97Cu3 obsahuje 97% cínu a 3% mědi
Síran S-Sn97Cu3 obsahuje 97% cínu a 3% mědi
Pájecí proces se provádí za použití tavidel obsahujících chlorid zinečnatý. Volba toku není relevantní, protože prakticky všechny navrhované směsi tohoto typu plně splňují stávající požadavky. Můžete si například vybrat kalafunovou vazelínovou pastu vyrobenou z kalafuny, technické vazelíny a chloridu zinečnatého. Toky této konzistence se liší v maximální použitelnosti.
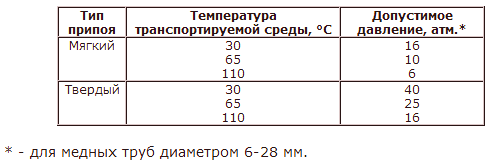
Nízkoteplotní pájky vytvořit podmínky pro vznik velmi silné spojení, takže jejich použití je odůvodněná jen v případech, kde je montáž potřeba topných systémů, řízení provozní teplota překročí 110 ° C Stejným způsobem to platí pro organizace potrubí na základě potrubí z mědi.
Následující tabulka obsahuje informace o přípustných hodnot tlakupotrubí vytvořené použitím měděných trubek o průměru od 6 do 28 mm.
V obecném vysokoteplotního pájení mědi se provádí za použití pájecí L-CuP6, který obsahuje 94% mědi a 6% fosforu. Přidaný fosfor do této pájky poskytuje snížení teploty tání mědi, což ve skutečnosti dovoluje, aby slitina byla použita jako sipka. Také samozamykací S-L-Ag2P (měď 92%, fosfor 6%, stříbro 2%) je populární. Pájky obsahující měď a fosfor umožňují pájení mědi bez tavidel.
 pájky obsahující měď tvořit poměrně měkké pneumatiky, protože nemohou být použity v případech, kdy má pracovat s litiny, oceli, hliníkového bronzu a barevných kovů, které obsahují více než 10% niklu. Pokud se v plánu spojit s těmito pájky mědi a slitin mědi (bronz, mosaz), by měl vždy použít tavidlo pro pájení měděných trubek, se zaměřením na vysoké teploty pájení.
pájky obsahující měď tvořit poměrně měkké pneumatiky, protože nemohou být použity v případech, kdy má pracovat s litiny, oceli, hliníkového bronzu a barevných kovů, které obsahují více než 10% niklu. Pokud se v plánu spojit s těmito pájky mědi a slitin mědi (bronz, mosaz), by měl vždy použít tavidlo pro pájení měděných trubek, se zaměřením na vysoké teploty pájení.
bez ohledu na typ pájení žádoucí použít konzistentní pájky a tavidla, pájky orientované a vyrobeny stejným výrobcem.
pro pájecí pastu s mědí - to je stejné jako tavidla, stejně jako zahuštěné směsi, která může být aplikována na přípojek, stejně jako po něm. Vlastnosti pasty jsou stejné jako u tavidel, zlepšují adhezi pájky, zabraňují pronikání vzduchu do potrubí.
Spájkovací trubice (praxe)
Spárování měděných trubek vlastním rukama je založeno na následujícím souboru opatření: příprava sřezání, zkosení, odstraňování oxidů na propojených plochách, použití tavidla, montáž, topení a přímého pájení.
řezání
Pro přípravu potrubí pro připojení pomocí řezaček trubek, vyráběných ve velkém sortimentu. V tomto případě jsou všechny modely tohoto zařízení prakticky totožné a rozdíly jsou pozorovány pouze na úrovni velikostí a forem. Standardní konstrukce potrubí:
- ;
- válce, které zajišťují oporu potrubí;
- nůž, který je disk;
- , aby se nůž stlačil na trubku.
Ty modely, které jsou vybaveny delšími pákami, zjednodušují proces řezání. Pokud se předpokládá, že práce s potrubími bude prováděna v prostoru, omezená jakoukoliv strukturou, je žádoucí použít kompaktní řezací zařízení. Přesto je třeba vzít v úvahu, že kompaktní zařízení tohoto typu vyžaduje při fyzickém namáhání ve srovnání se standardními modely trubek řezačky velké množství fyzické námahy.

V počátečním stádiu je trubka upevněna na trubce, přičemž čára řezu koreluje s okrajem řezného nástroje. Poté pomocí speciálního šroubu je válec přitlačen na trubku a proces řezání se spustí přesunutím nástroje v kruhu. Po uplynutí 1-2 otáček byste měli nastavit novou pozici válečku a zatlačit ho na šroub potrubí.
V některých případech není nutné používat speciální zařízení k řezáníMůžete to udělat a jednoduchý nůž na kov. V tomto případě je nutné zajistit, aby reso bylo provedeno kolmo k ose trubky. To bude jednodušší, pokud použijete takové zařízení jako stoličku.
Řezačka trubek zajišťuje rovnoměrný okraj, ale použití tohoto zařízení může vést ke snížení objemu kvůli vzhledu odřezků, které jsou vytvořeny výhradně uvnitř potrubí. Pokud jde o použití nože, nijak nedeformuje výrobek, i když poskytuje velký počet účtů.
odstranění zkosení
Po dokončení řezání pokračujte v odstraňování zkosených hran. Použití potrubí řezáku vede k tvorbě jak vnitřní zkosení, tak vnější. Ohýbání okrajů uvnitř potrubí vyžaduje odstranění, protože jsou schopné odolat proudění plynu nebo vody, což způsobuje turbulence. Vnější zkosení může zabránit vytváření potrubí, takže vyžaduje také povinné stažení. Chcete-li to provést, použijte speciální nože v podobě srp, nebo můžete použít běžný montážní nůž. K dispozici je také speciální nástroj, který je zařízením, které je vybaveno rukávy, které odstraňují obě zkosení současně. Kromě toho existují modely trubek řezaček, doplněné nástrojem pro odstranění zkosení.
odizolování
Dalším krokem při přípravě spojovacích trubek jsou postupy pro čištění povrchů připravených pro připojení z oxidů. Abrasive lze použít k čištění vnějších povrchůkůže (P600), drátěný ocelový drát nebo nástroj orientovaný na tuto práci, který se liší přítomností otvorů v rámu štětce. Zpracování vnitřních povrchů by mělo být prováděno s velkou opatrností, například použitím různých kůží. Při použití brusných kůže je třeba dbát na odstranění všech zbytků abraziva. Pájení mědi nelze provádět kvalitativně, jestliže na pracovních plochách jsou cizí látky.
aplikace tavidla
Zpracování toku by mělo být provedeno ihned po odizolování, protože prakticky okamžitě připravené povrchy začínají pokrývat oxidy. Tyto sloučeniny jsou překážkou úplného rozmrazování povrchu pájky, což snižuje kvalitu výsledné sloučeniny. Ve své konzistenci je tok pastou, která se aplikuje štětcem. Všechny připojené plochy by měly být zpracovány. Po aplikaci tavidla je žádoucí okamžitě spojit potrubí dohromady, což zabraňuje možnosti vnikání cizích látek na vyčištěný povrch.
sestava
Při montáži je nutné poprvé dotáhnout navzájem upevněné díly. To umožní, aby tok byl rovnoměrně rozložen na všech spojovacích plochách a aby bylo jasné, že potrubí je instalováno podle potřeby. V důsledku takových manipulací se tavidlo extruduje, takže je třeba ho zbavit například suchou látkou z bavlněné tkaniny. Poté jsou trubky upevněny v dosažené poloze nebo umístěny na podšívce ohnivzdorného materiálu, kterýumožní ohřát bez strachu z ohně. Pokud máte v úmyslu použít plynový hořák, přítomnost protipožární obrazovce požadováno.
Topení a pájení
Nejvíce trubky mají předměty vyrobené z pryže nebo plastu, který musí být odstraněn před tím, než začne pracovat na vytápění. Pokud prypayuvannya kohoutku, vyšroubovat ventil, protože tam jsou polštářky a nemohou odolat vysokým teplotám. Když měděné trubky připájeny k již existujícím potrubí by se postarat o otevření ventilů uzavírací zařízení, které eliminují možnost zvýšení tlaku uvnitř produktu zahříváním.
Při použití měkké pájky postup se provádí při teplotě v rozmezí od 250 do 300 ° C, a pájení měď tvrdé pájky z 700 na 900 ° C Plynové hořáky jsou často používány jako zařízení pro pájení měděných trubek. Je to nejlepší pro vytápění. Pokud se v plánu nízkoteplotní pájky, pak je vhodný pro stavební sušičky, může vytvořit vysokých teplot proudění vzduchu do 650 ° C, k ohřevu potrubí mohl použít tento nástroj ze všech stran, je vhodné trysky pro trysky.
plynové hořáky pro pájení měděných trubek používaných v souladu s určitých podmínek týkajících se výsledné požáru. Neměli byste dovolit přebytek nebo nedostatek kyslíku v něm. Plynná směs by měla být vyvážená, poskytují pouze pro vytápění kovu a nezpůsobí žádné nežádoucí výsledky.Plamen, nasycený přebytečným kyslíkem, pomáhá oxidovat povrch kovu, který se projevuje v podobě černého plaku. Pokud je saturace kyslíku v normálním rozmezí, barva plamenového hořáku získá bledě modrý odstín.
Připojení místa by mělo být zahříváno po celé ploše, což zajistí nepřetržitý pohyb hořáku. Během tohoto procesu je nutné zkontrolovat stupeň ohřevu dotykem spojů spojek pájky. Předpokládá se, že teplota dosáhla požadované hodnoty, jestliže se sraženina roztavila. Snažte se vyloučit situace, kdy je ohřev dosažena za normou, která je určena odpovídající barvou povrchu a vzhledu kouře pocházejícího z toku. Existují toky, které signalizují dosažení požadovaného stupně ohřevu změnou barvy.
Pozor! Nezapomeňte na pohyb plamene, abyste vyloučili přehřátí jednotlivých částí místa připojení.
Pájení větví ve tvaru téhož odpalovacího potrubí musí být provedeno s ohledem na to, že tryska zaplní mezery od spodku. To je nezbytné pro správné chlazení pájky vlivem stoupajícího tepla.
Spotřeba pájky, jejíž průměr je 2,5 až 3 mm, pro jeden spoj - je délka, koreluje s průměrem potrubí. Pro kontrolu průtoku změřte požadovanou délku a ohněte vodič v podobě písmena "G". Když je dosažena požadovaná teplota ohřevu, plamen hořáku by měl být vytažen ze spoje, ale ponechán nad tavicí přípojkou na požadované množství pájky.
Pozor! Tavení pájky by nemělo nastat kvůli vlivu plamene hořáku a kvůli ohřevu místa připojení.
Není třeba se snažit zajistit jednotné rozdělení pájky. Kapilární síly budou dělat tuto práci samy o sobě, čerpáním všech potřebných množství pájky do mezery. V takovém případě byste měli zadávat jen tolik pájky, kolik potřebujete, tj. Méně a ne více. Za přítomnosti optimální vůle, čistého povrchu a dostatečného ohřevu probíhá dokonale proces redistribuce pájky. Rovnoměrně zahřáté spojení zajišťuje, že výpustný uzávěr zcela uzavře mezeru.
Pájecí hořák s měděnou trubicí může být použit jako spájkovací topení, pak může být pájení rychlejší. Proces pájení by měl být prováděn co nejrychleji, aby nedošlo k přehřátí.
Spárování je snadné následovat použitím kování, které obsahuje slinovací zařízení pro měděné trubky, které jsou umístěny ve speciálním válci. Zároveň tento způsob pájení v naší zemi nenalezla široké použití, i když je velmi výhodné: potrubí vedoucí z konstrukce a montáž válec pájených spojů zahřátí roztavené pájky a šíří se po celém objemu mezery. V důsledku toho je částka vynaložená pájky, který musí zaplnit určitou mezeru.
Po ukončení pájecích spojů sám, až se ochladí po vlastnost, připojení. To by mělo být přirozené chlazení, což eliminuje použití vody, nebo něco jiného.Po uplynutí určité doby se zbývající část tavidla odstraní vlhkým hadříkem. Vzhledem k zbytkovému toku a dalším kontaminujícím látkám uvnitř potrubí je jejich odstranění dosaženo technologickým proplachováním.
elektrická páječka

Elektrická páječka pro měděné trubky má řadu výhod oproti metodám popsaným výše.
Za prvé, není otevřený plamen. V případě nesprávné manipulace s hořákem může dojít k požáru.
Za druhé, nedochází k přehřátí součásti. Přístroj udržuje teplotu jasně na 900 stupních.
Z nevýhod: drahá, stojí asi 60 000 rublů. Pro práci je vyžadována nepřerušitelná elektrická energie.
Přes jeho nedostatky - je to nástroj pro pájení měděných trubek, který patří k počtu profesionálů.
chyby
Během pájení je pravděpodobné, že se mohou vyskytnout některé vady, jejichž důvody mohou být následující:
- Vytvoření trhlin v kloubu - příliš rychlé chlazení.
- Deformace armatur nebo potrubí - dlouhé vytápění.
- Polévka odmítá běžet - špatná příprava povrchu spojení.
- Na křižovatce se ohýbá - trubka je nesprávně namontována do armatury.
Bezpečnost
Pájecí práce jsou vysoké teploty a látky, které uvolňují nebezpečné páry při dělení, což vyžaduje dodržování určité bezpečnostní techniky:
- ochranné rukavice - snižují pravděpodobnost popálení;
- provádí spárové práce pouze na dobře větraných místech - spojené s nebezpečímpáry;
- oděvy odolné vůči kyselinám, včetně gumových rukavic, - pájení při vysokých teplotách, při použití leptání kyselými a alkalickými roztoky;
- při kontrole ochlazování spár ochlazujte opatrně - při práci s měděnými trubkami se teplo ohřívá na vysoké teploty a proces ochlazování je poměrně pomalý.