 Je to 21. století a kovové trubky pro vytápění jsou postupně zapomínány. Těžké a objemné byly nahrazeny výrobky vyrobenými z polymerních materiálů. Polypropylenové trubky pro topení se liší pozitivními vlastnostmi a mají velký sortiment. Před instalací takových výrobků se musíte seznámit s vlastnostmi tohoto materiálu. To vám pomůže zvolit nejvhodnější produkty, které vydrží veškeré zatížení generované topným systémem.
Je to 21. století a kovové trubky pro vytápění jsou postupně zapomínány. Těžké a objemné byly nahrazeny výrobky vyrobenými z polymerních materiálů. Polypropylenové trubky pro topení se liší pozitivními vlastnostmi a mají velký sortiment. Před instalací takových výrobků se musíte seznámit s vlastnostmi tohoto materiálu. To vám pomůže zvolit nejvhodnější produkty, které vydrží veškeré zatížení generované topným systémem.
Klasifikace polypropylenových trubek
Rozmanitost těchto produktů je obrovská. V klasifikátoru jsou rozděleny do několika skupin.
jednovrstvá:
- NVP.Modely mají velmi nízkou pevnost. Používají se k přívodu studené vody. Instalovány v průmyslových potrubích a různých ventilačních systémech.
- LRW.K získání takového produktu je použit blokovací polymer. Trubky tohoto materiálu jsou instalovány v topných systémech a vodovodních potrubích. Z polymerového blokovače jsou vyráběny velmi silné spojovací díly, které odolávají rázovému zatížení.
- PPR.Výrobky jsou vyrobeny z randomopolymeru. Takové polypropylenové trubky jsou instalovány v topných vodních systémech. Používají se k výrobě studené a teplé vody.
-
PPS.Trubky jsou vyrobeny z velmi odolného nehořlavého polypropylenu. Výrobky se od svých analogů liší mezními hodnotami přípustné teploty. Jsouschopné odolat 95 ° C.

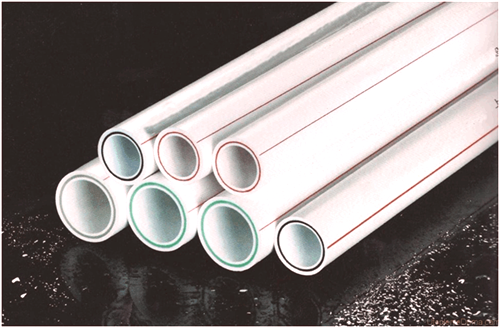
vícevrstvé trubky patří do vyztužené skupiny. Pro jejich výrobu se nepoužívá pouze jeden polypropylen. Struktura těchto produktů se skládá z dalších vrstev různých materiálů.Výrobky jsou rozděleny do několika typů:
- Zesílená perforovaným hliníkem.Vnější povrch výrobku je pokryt hliníkem. Před svarovou prací se hliníková vrstva řeže na 1 mm.
-
 Zesílený pevný hliníkový plech.Vnější povrch výrobku je pokryt kovem. Po připojení prvků by mělo být odstranění hliníkové vrstvy 1 mm.
Zesílený pevný hliníkový plech.Vnější povrch výrobku je pokryt kovem. Po připojení prvků by mělo být odstranění hliníkové vrstvy 1 mm. - Zesílený pevným hliníkovým plechem.Povlak se vyrábí ve středu výrobku. Pro svařování není nutné provést předběžné čištění.
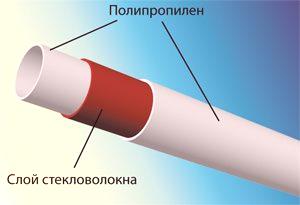
- vyztužený skelnými vlákny.Vnitřní povrch dílu a jeho vnější strana jsou vyrobeny z polypropylenu. Uprostřed části je vrstva skelných vláken.
-
Zesílený kompozit.Pro výrobu takových výrobků se používá směs polypropylenu a skleněného vlákna. Tato kompozice je uprostřed části mezi několika vrstvami polypropylenu.
Velkou výhodou takových vyztužených výrobků je nízký koeficient tepelné roztažnosti. Proto bude rozšíření těchto trubek v topení minimální.
Při instalaci však není dovoleno zdůraznit potrubí v překrytí interiéru a stěnách místnosti. Při instalaci polypropylenových trubek do potěru je nutné zajistit volný prostorRozšíření potrubí nezasahovalo do ničemu.
[Varování]Zesílení výrobků snižuje koeficient tepelné roztažnosti.Není však úplné zbavit produkty rozšíření. Pro minimalizaci takového jevu se používají speciální speciální kompenzátory. [/Varování]
Technické charakteristiky a náklady na vytápění polypropylenových trubek v zásadě se zásadně lišily od sebe.
Výrobky vyztužené hliníkem vyžadují zvláštní předúpravu. Vyžaduje odstranění kovového povrchu.
Sklolaminátové komponenty a výrobky s kompozitním svarem bez přípravy. Kromě toho se kompozitní trubky během provozu nepoškozují. Faktem je, že kompozitní polypropylenové trubky pro topení nemají adhezivní vrstvu. Výstužný materiál je jednoduše tavěn na polypropylen.
Pozitivní kvalita polypropylenových trubek
Tyto výrobky nemají prakticky žádnou negativní zpětnou vazbu. Odlišují se od ostatních jejich četnýmivýhodami :
- vícevrstvá struktura zvyšuje trvanlivost výrobků. Tyto potrubí jsou požadovány při organizaci dodávky vody jakéhokoli druhu;
- díky své malé hmotnosti jsou snadno transportní;

- jsou velmi snadné při montáži a instalaci;
- nevyžadují zvláštní službu;
- vysoká těsnost;
- nepotřebují speciální barvení;
- v nich se nikdy neobjevují mikroorganismy, na stěnách nejsou ložiska nerostů;
- splňují všechny modernípožadavky ekologie. Materiál nevyzařuje toxické látky, které neporušují strukturu vody. Žádné vibrace při pohybu kapaliny;
- polypropylenové trubky, instalované v topném systému, chrání před bloudkovými proudy;
- materiál je odolný vůči agresivním chemikáliím. Při mechanickém nárazu se nedeformuje;
- volně odolává silnému tlaku vody;
- polypropylen nehoří, prakticky nesvítí;
- polypropylenové trubky jsou schopné odolávat velmi vysokým teplotám. Při 120 ° se výrobek nedeformuje a neztrácí svou kvalitu;
- univerzální;
- životnost těchto výrobků přesahuje 50 let.
Kde instalovat
Tyto výrobky byly nalezeny v stavbě:
- kotelny;
- vodovodní systémy;
- centralizované vytápění;
- montáž stoupaček;
- instalace "teplé podlahy".
Následující produkty se nacházejí v zemědělství . Jsou instalovány v:
- drenážní systém;
- zavlažovací zařízení;
- likvidace odpadních vod.
Průmysl používá tyto produkty k přepravě chemikálií. Pomáhají přepravovat stlačený kyslík.
Polypropylenové armatury
V každém polypropylenovém potrubí je zapotřebí 83 kování . Bez nich není možné vytvářet zákruty a spojení všech druhů sekcí, které vytvářejí návrhy.
Armatury ve spojení s polypropylenovými trubkami vytvářejí společný systém,ve kterém jsou přesně připojeny všechny vstupní údaje.
Polypropylenové trubky pro vytápění mohou být připojeny různými konstrukcemi tvarovek. Mohou to být ty nejběžnější, které jsou instalovány v potrubí pomocí difúzního svařování. Také kování se závitovými vložkami z mosazi, které spojují a ocelové trubky.
Typ sestavy je vybrán podle provozních podmínek.Je lepší připojit akumulační nádrž se závitovým demontovatelným držákem. Pro připojení hadic je vhodnější holistická konstrukce.
průměry topných polypropylenových trubek
Je-li navrženo polypropylenové potrubí, je velmi důležité správně zvednout jeho průměr. Navíc je pro každou lokalitu nutné vypočítat minimální velikost, s ohledem na pracovní tlak a topný okruh.
Velikost průměru závisí na volbě místa pro pokládku potrubí.Například výrobek o velkém průměru (přes 200 mm) se používá při stavbě prostor, kde bude vždy mnoho lidí. Patří mezi ně:
- nemocnice;
- obchody;
- hotely;
- saun.
Malá část polypropylenových trubek (20-32 mm) se používá hlavně v jednotlivých konstrukcích, neboť tyto výrobky mají velkou průchodnost. Je pro ně velmi snadné poskytnout požadovanou formu.
tyto výrobky mají velkou průchodnost. Je pro ně velmi snadné poskytnout požadovanou formu.
při instalacipřívodu vody20 mm potrubí je instalováno. Pro stoupačky se používají výrobky o průměru 25 mm. projsou namontovány centralizované topení25 mmpotrubí a v případě autonomního ohřevu se průsečík může lišit. Pro vytvoření teplé podlahyv místnostijsou nejvhodnější polypropylenové trubky pro topení o průměru nejvýše 16 mm.
Jak probíhá obrys
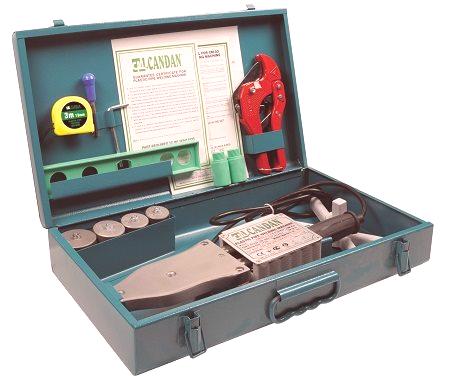
Sestava se provádí způsobem přilnavosti. K tomu je třeba předem připravit následující nástroje:
- nůžky pro řezání trubek;
- holicí strojek pro kalibraci zkosení;
- páječka pro svářecí díly.
[Poznámka] Připojení armatur a polypropylenových trubek by se mělo provádět s malou námahou. Spojka nesmí mít volný obrys na obrysu. Možná, že není průměr, nebo je to normální manželství. [/Poznámka]
Krok za krokem

- Nejprve jsou obrobky řezány.Je snadné vyrobit speciální nůžky. Řez je velmi hladký a hladký. Takový povrch je obtížné získat pily na kov. Mezera by neměla být větší než 1 mm. Je zcela dostačující, že roztavený plast pokrývá průchod chladicí kapaliny.
- Kalibrace se provádí.K dosažení rovného připojení je potřeba kalibrační práce. Křídlo přispívá k lepšímu namontování spojky na obrys topných trubek z polypropylenu. Operace se provádí tak, aby se místo připojení rovnala a vnější fazetka byla odstraněna, takže spojka je lépe položena na obrysu. Navíc musíte odstranit vrstvu vyztuženou hliníkem.
-
Části a spoje jsou ohřívány.Množství vytápění ovlivňuje kvalitu
připojení Je to nejkomplikovanějšípři instalaci topných polypropylenových trubek. Teplota pájky by neměla překročit 260 stupňů. Vnější polypropylenová vrstva se začne tát a geometrie součástí nemůže být deformována. Pokud je jednotka přehřátá, kloub se deformuje, roztavený plast snižuje vnitřní průměr výrobku.
roztavený plast snižuje vnitřní průměr výrobku.
Můžete použít páječku, v níž je teplota nastavena ručně. Odborníci doporučují nastavit výchozí hodnotu (260 stupňů) a neměňte tuto hodnotu.
Při instalaci topného systému v obyčejném bytě stačí mít svařovací stroj o kapacitě 800 W. V závislosti na průměru obvodu je zvolen čas vytápění:
- 16 mm - 5 sekund;
- 20? 25 mm - 7 s;
- 32 mm - 8 sekund;
- 40 mm - 12 sekund;
- 50 mm - 18 sec.
Nezapomeňte, že plastové chlazení probíhá velmi rychle, časování je přibližně stejné jako doba vytápění. Před svařováním soustřeďte součásti na speciální obrysové čáry. Někdy možná chybí. Pak můžete provést zarovnání na oko. Plast se úplně vytvrzuje po dobu pěti minut.Po dokončení instalace je třeba systém stisknout.Jinými slovy provádět hydraulické zkoušky, které kontrolují těsnost systému a jeho pevnost.