Navzdory bohatství trhu pro mnoho odrůd high-tech polymerových trubek, kov pro instalaci topení, teplá a studená voda systémy dodávky je používán poměrně široce dnes. Kovové trubky pro tyto účely jsou vyrobeny převážně z oceli a mědi, méně často z hliníku. Každý typ takových trubek, v závislosti na výrobním materiálu, má soubor individuálních vlastností, které spotřebiteli poskytují dostatečné manévrovací možnosti při výběru.

Jedním z běžných typů trubek jsou výrobky z oceli s povlaky zinku - materiál s mnoha pozitivními vlastnostmi, ale specifickými při použití. Zvažte, jaký je materiál a jak používat ohřívané potrubí pozinkované.
Výrobní metody a typy pozinkovaných trubek
Hlavním nepřítelem ocelových trubek je korozi. Jedním ze způsobů, jak je chránit, je aplikovat ochrannou vrstvu zinku na povrch ocelové trubky, po níž je materiál připsán na samostatnou podskupinu - pozinkované potrubí pro zásobování vodou a vytápěcími systémy.
Metoda je mírně nákladná, proto cena ocelových trubek po galvanizaci zůstává cenově dostupná - s přibližným cenovým poměrem, viz následující tabulka:
| Velikost potrubí GVP
(plynovody) |
Cena (rub /M) | |
| železná ocel | pozinkované | |
| 15x2,8 ст1-3сп /пс | 33 | 50 |
| 20x2,8 st1-3p /ps | 42 | 66 |
| 25x2,8 st1-3p /ps | 59 | 95 |
| 32x2.8 st1-3p /ps | 81 | 127 |
| 40h2,8 st1-3sp /ps | 90 | 155 |
| 50x2, 8 st1-3p /ps | 117 | 194 |
Povlak zinku může být aplikován na ocelové trubky vyrobené z jakékoliv technologie - rovná, se spirálovým švem, bezešvé, proto jsou pozinkované trubky podle přítomnosti švu klasifikovány stejným způsobem jako běžné.
Pro galvanizované výrobky neexistuje samostatná norma. Ocelové trubky s ochranou proti zinkování jsou vyráběny v souladu s normativními dokumenty pro svařované výrobky s přímým švem (GOST 10704) a materiály pro plynovody (GOST 3262-75).
Způsoby potahování zinku
zinkování, v závislosti na provozních podmínkách trubky mohou být provedeny, aby se jeho vnější povrch, a na vnitřní straně.
4 způsoby zinkování trubek, z nichž každý je použit v závislosti na velikosti výrobků a požadavky na tloušťku a pevnost zinkového povlaku
- za tepla - připravený kus ponoří do roztaveného zinku, který zajišťuje vysokou kvalitu a odolný povlak, ale velkou procesu spotřeba energie;
- za studena - položky malba metody jsou natřeny s látkami, které obsahují zinek, který neposkytuje vysoce pevné vrstvy zinku (pro antikorozní ochranu konstrukcí již namontován);
- elektro-fotovoltaickými - pokrývá způsob elektrolýzy, tj depozice na obrobku (anoda) zinku rozpuštěného v elektrolytu (katoda), s elektrickýmproud;

- plynoteplotní - zařízení pro ochranný povlak stlačením plynového plamene na povrchu části zinku, nedostatečné - poréznost a nízká pevnost vrstvy;
- Tepelně difúzní části jsou pokryty vrstvou zinku, která je po ohřevu až na 2500 stupňů. v parní fázi se používá pro zpracování malých dílů ve velkém množství - šrouby, šrouby, matice, podložky, které vyžadují vysokou adhezi zinku s kovem.

Parametry ocelových trubek z pozinkované oceli
Hlavní technické parametry ocelových trubek se zinkem jsou:
- vnější průměr (10,2 - 165 mm);
- Hmotnost 1 m potrubí (0,4 - 22 kg);
- podmíněný průchod (6 - 150 mm);
- tloušťka stěny (1,8 - 5,5 m);
- délka (4-12 m).
Stejně jako u konvenčních trubek mohou být stěny z pozinkovaných výrobků lehké, vyztužené nebo standardní, přesnost provedení je přiřazena běžné nebo zvýšené.
Důležité! Ochranný zinkový povlak by měl být nanesen na celý povrch výrobku a mít tloušťku 30 mikronů. Exfoliace ochranné vrstvy, loupání a rozlití na ní není přípustné ("Potrubí ocelové potrubí", Specifikace, GOST 3262-75, rev 4,6).
Výhody a nevýhody
Většina vlastností pozinkovaných trubek HGP, pozitivních i negativních, se shoduje s parametry výrobků z černé oceli, ale existují i individuální vlastnosti.
výhody
- Trvanlivost (zejména na mezery).
- Požární odolnost.
- Nízké koeficienty teplotních prodloužení.
- Absolutnítěsnost
- Odolnost vůči nárazům.
- Trvanlivost.
- Možnost použití jako výměník tepla.
- Možnost montáže včetně aktuální opravy vlastním rukama.
- Dva způsoby montáže (svařování, závitové připojení).
- Snadná likvidace.
Ve prospěch ocelových trubek HVP je skutečnost, že vnější plynové potrubí od hlavní linky ke spotřebitelům je povoleno pouze z ocelových materiálů.
nedostatky
- Významný podíl.
- Elektrická vodivost.
- Vysoká tepelná vodivost (nutnost izolace potrubí v topném a TUV).
- Sklon k korozi, když je porucha zinku poškozena.
Metody montáže a montáže
Pozinkované trubky tvořící systém vytápění nebo TUV jsou namontovány třemi způsoby:
- svařování;
- přírubové spojení;
- závitové připojení;
- pájení.
Každá z těchto metod má své vlastní výhody a nevýhody. Zvažte tyto způsoby instalace a jejich nuance.
Svařování galvanizovaných trubek
Vodovodní potrubí s povlakem zinku lze použít k připojení elektro- nebo plynového svařování - oba typy instalace jsou vhodné pro krátkou dobu. Existuje však jeden negativní faktor, jehož činnost musí být minimalizována, protože úplné vyloučení nebude úspěšné.
Faktem je, že teplota svařovacího švu dosahuje 1200 stupňů a zinek se varí při 906 stupních a zahřátí v procesu svařování začíná odpařovat. Tím dochází k následujícím:
- škodlivé účinky zinek zinku na svářeče až po nádech, protože jsou jedovaté;
- odpařuje ocel vystavující zinek a činí jej zranitelnou korozí;
- dvojice zinku přispívají k tvorbě pórů ve svařovacím spoje a prasklinám, které snižují pevnost směsi.
Pro maximální lokalizaci těchto procesů před svařováním, nepočítaje povinnou efektivní prostor ventilace zařízení, provést následující kroky.
- pro přípravu spojovací okraje, které vykonávají vnější obrubu a odstranit zinkování 25-30 mm na obou stranách spojení;

- provádět svařovací spojení s následným čištěním svaru strusky a povrchovou plochu vystavenou trubky obsahující zinek barvy (obsah prachu zinku - 94% pojiva - 6%) - žárové zinkování.
, aby se zabránilo varu zinkové vrstvy se může zpracovat křižovatky kyseliny chlorovodíkové 5 cm v obou směrech, ale v tomto případě bude vygenerován při svařování výpary kyselin.
Důležité! Podle str. 4.6 SP (Stavební předpisy) 73.13330.2012 svary zařízení v potrubí z pozinkované oceli není povolena, protože z vnitřního povrchu trubky před svařováním zinek není odstraněna, a tvorba par zinku, který nemá nedošlo k tvorbě v švu pórů a skořápek. Ale dokument - dobrovolné uplatňování a v případě, že projekt není zmínka o povinném používání položky, instalace pozinkovaného svařování potrubí je přípustné.
, aby se minimalizoval dopad zinku na kvalitu elektrické instalace by mělo být provedeno s prováděním následujících doporučení:
- k provedení svařování při nízké rychlosti, ale vyhnout vstupní trubku a vysokou hodnotu intenzita proudu;
- k použití elektrod s rutilovým povlakem (složení elektrody obsahuje oxid titanu).
Elektrické svařování potrubí s pozinkovaným povrchem vyžaduje od svářeče určité schopnosti. Kromě pokrytí část vnější elektrody ovlivňuje kvalitu tloušťky švu tyče, což by mělo vést k napájení oblouk - velmi silný elektroda by odpad na stěnu a tenký neposkytuje požadované pevnosti svaru. Pro svařování pozinkovaných trubek o síle stěny 1,5 - 5 mm se používají elektrody o průměru 2-3 mm.
Přírubový spoj z pozinkovaných trubek
Tato metoda je založena na šroubového spojení mezi kusy potrubí, jehož konce jsou přivařeny příruby - ocelový kroužek s vnitřním průměrem rovným vnějšímu průměru trubky, a otvory po obvodu pro upevňovací šrouby. Dva různé fragmenty přírub připevněny k sobě pomocí mezilehlého těsnicího těsnění a šroubů nabité šrouby nebo kolíky.

V tomto režimu je zde montážní stejný negativní faktor svařovaný spoj - při svařování příruby potrubí děje varu zinku a zničení ochranné vrstvy v blízkosti svaru. Proto je také nutné přijmout opatření k lokalizaci vlivu teploty naVrstva zinku a vyčistit po svařování švu a dát na zinku, který obsahuje antikorozní povlak (studený zinkovací).
přírubové spoje nejsou kompaktní, jak je používán ve většině případů při pokládání potrubí v zadních místnostech nebo venku. Na straně příruby zapadá plocha Kruh se nazývá zrcadlo. Mezi obě části spojeny příruby před nabíjení blok nastavení paronitu s průměrem otvoru by měla odpovídat vnitřní průměr trubky. Vnější průměr těsnění provedeno ve stejné vzdálenosti mezi protilehlými upevňovací šrouby.
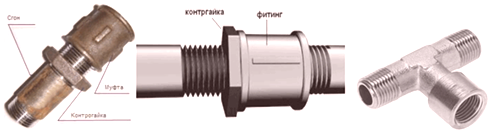
Závitové připojení
Tento způsob montáže odstraňuje potřebu způsoby tepelné spojení a provádět různé typy příslušenství, které propojit jednotlivé fragmenty trubky po řezání je vyřezávání.
Soustava na řezbářství má také své nevýhody:
- proces řezby řezbářské práce je náročný na práci a vyžaduje si čas;
- se závitem nástroj (Die) při řezbářské řezání odstraňuje tloušťku vrstvy určité oceli s ochranným povlakem zinku.
- těsnost závitových spojů je navíjením niti FUM pásky, těsnící pasty nebo vlek barvy, které budou nakonec ztratí své vlastnosti a vyžadují výměnu.
Pájecí trubky pozinkované
Pro montáž topení nebo systému TUV z pozinkovaných trubek bez poškozenízinková vrstva je použita pájka, která se provádí v následujícím pořadí:
- spojte konce potrubí a pokud je tloušťka stěny větší než 3 mm, proveďte zkosení na vnějších hranách;
- se klouby odmasťují zahřátím, po kterém se tavidlo, které se zahřeje na plastičnost (složení HLS-B), nanáší silnou vrstvou na povrch, který je navázán na plánovaný spoj;
- konce mají mezeru 2-3 m;
- je plamen vystaven přebytku kyslíku.
Velikost hořáku se volí v závislosti na průměru a tloušťce stěny pozinkovaného potrubí:
Pro kvalitní pájení galvanizovaných trubek je třeba dodržovat pravidla: velikost hořáku by měla být menší než jedna jednotka při svařování trubek stejné velikosti bez zinkování. Při procesu pájení musí být plamen koncentrován na připojené hrany a mezeru spoje, aby se vyloučilo zahřátí a odpařování zinku z vrstvy toku.

Spoje spojů vysoce kvalitního pájení pozinkovaných trubek nevyžadují dodatečnou antikorozní ochranu, nýbrž aplikace nátěrových hmot na bázi zinku jako pojistných operací nebude ukončena.
Specificita použití pozinkovaných trubek v systémech vytápění a ohřevu teplé vody
Potrubí s povlakem zinku v topných systémech a vodovodních potrubích se používá s přihlédnutím k provozním podmínkám.
Pokud teplota chladicí kapaliny nepřekročí 65 stupňů, potom zinkové potahování úspěšně plní své funkce. V severních oblastech, kde je tento parametr mnohem vyšší, je vnitřní vrstva zinku pod vlivemvysoká teplota reaguje s vodou:
Zn + H20 = ZnO + H2.
Obě látky získané v důsledku takové interakce jsou negativními faktory:
- ZnO - jedná se o vločky, které spadají do obléhání a zatahují průchod potrubí malého průměru;
- H2 je vodík, který ve směsi se vzduchem v určitém poměru je výbušný nebo přinejmenším vytváří dopravní zácpy v systému.
Je proto systémy teplé vody a teplota topné vody nad 60 ° dovoleno používat trubky pouze s vnější ochrannou vrstvou zinku, který bude chránit potrubí proti korozi v době nečinnosti. Nicméně, když se dostane do vodní plochy potrubí shell horké zinkové začne odlupovat od základny, tak, aby se tomu zabránilo, bude nutné povlak potrubí nad zinkem vede k dalšímu posílení systému.
Závěr: Použití systémů a ohřev teplé vody s teplotou vody nad 60 ° potrubí pozinkované mimo, příliš drahé, a potažené vnitřek - je škodlivé a nebezpečné.
závěr
svařované pozinkované ocelové trubky, - dnes vyžadují materiál, ale použitý musí být namontován umožňuje ochranný povlak na důstojnost zinku použitého racionálně a nestal faktorem nejen zvyšuje náklady na provoz.