Při shromažďování vodních komunikací skládajících se z plastových trubek je nejdůležitějším parametrem teplota. Mělo by mít určité významy, které umožňují dosažení pevného a spolehlivého spojení.
Při shromažďování vodních komunikací skládajících se z plastových trubek je nejdůležitějším parametrem teplota. Mělo by mít určité významy, které umožňují dosažení pevného a spolehlivého spojení.
Technologie pro pěstování potrubí z těchto materiálů dnes zajišťuje dodržování určitého teplotního režimu a specifických časových hodnot při provádění svařovacích operací. Pokud nedodržíte doporučené parametry, může být v uzlových oblastech mezera, proudění vodního kanálu bude značně narušeno.
Celkový vliv teploty na dokovací práce
Technologický postup svařování polypropylenových trubek je založen na ohřevu materiálu na požadovanou teplotu. Výsledkem je, že plast začíná měkat. Když jsou části spojeny, dochází k difuzi molekul molekul polypropylenu. Jinými slovy, spojení je spojením molekul. Když se materiál ochladí, vytváří se extrémně odolný uzel.
Pevnost svařovacích polotovarů je přímo závislá na teplotním režimu. V případě nedostatečného ohřevu nedojde k žádnému difúznímu procesu. Montážní molekula a svařovaná trubka se jednoduše nedostanou do kombinované oblasti. Svařování bude slabé a nebude odolat těžkým nákladům. Pár se zlomí, těsnost kloubu se přeruší.
Při přehřátí se struktura začne deformovat. V důsledku toho se původní geometrie změní. Uvnitř částí může být silná formapřítok ve formě velkého válečku. V důsledku toho bude průměr průsečíku potrubí výrazně snížen na místě svařování.
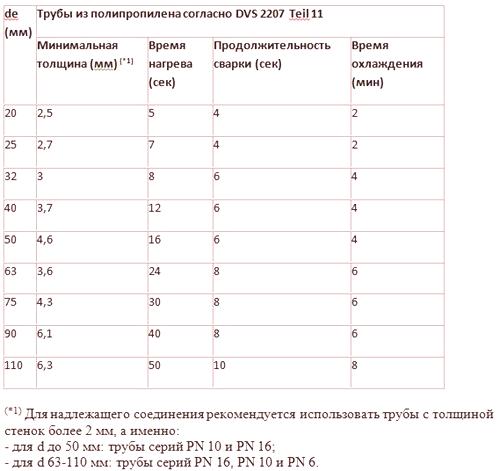
Pro normální pájení polypropylenových trubek je nutné vytvořit vytápění na teplotu 255-265 stupňů. Proces vytápění musí zohledňovat několik parametrů:
- Průměr dílu.
- Teplota místnosti.
- Doba ohřevu.
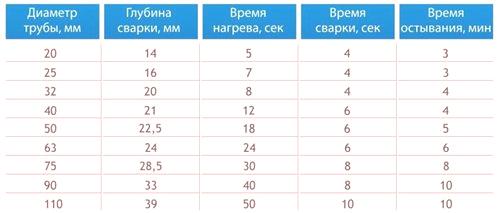
Praxe ukázala, že doba ohřevu a průměr částí jsou v přímé závislosti.
Teplota místnosti, kde dochází k pájení, ovlivňuje také tento proces. Když jsou díly spájeny, při jejich extrahování z "žehličky" nebo jiného topného zařízení dojde k pauze před spuštěním spojky. Aby se kompenzovalo chlazení při nízkých teplotách, trouby je třeba trochu zahřívat. Tento extra čas je během 2-3 sekund. Výběr je empirický.
Je třeba si uvědomit, že pokud ohříváte polypropylenové trubky na ohřívači při teplotě vyšší než 270 stupňů, dojde k velmi silnému ohřevu horní vrstvy části. Jádro nebude mít dostatek tepla. Při spojování dílů se tloušťka svarového filmu vyřeší velmi tenkým.
Ruční svařování polypropylenových trubek
Svařovací pouzdra zařízení jsou vybrána s přihlédnutím k průměru dílů. Pak jsou zasunuty do svařovacího zrcadla a zajištěny dobře.
Kontaktní plochy jsou očistěny od prachu a nečistot. Pro čištění je lepší použít čisticí kapalinu doporučenou výrobcem tohoto výrobku. Intaková práce může pomoci:
- Chlorované.
- Trichlorethan.
- Ethyl nebo isopropylalkohol.
Nastavte teplotu přístroje. Termistor se obvykle musí zahřívat v rozmezí 250-270 stupňů. Tato optimální hodnota teploty vám umožní dosáhnout správného připojení.
Když termostat obdrží požadovanou tepelnou hladinu, zkontroluje se teplota ohřevu svařovacího zrcátka. K tomu použijte speciální tepelnou sondu.
Odřízněte trubku, která je od osy 90 stupňů. Je-li to nutné, je třeba povrch vyčistit a odstranit zkosení. Parametry odizolování, hloubka zkosení jsou převzaty z tabulky číslo jedna. Šálku lze vyjmout při čištění součástí nebo po něm, speciálně kalibrovaném nástroji.
armatura z polypropylenu pro trubkové svařování. Hloubka odizolování a šířky zkosení.
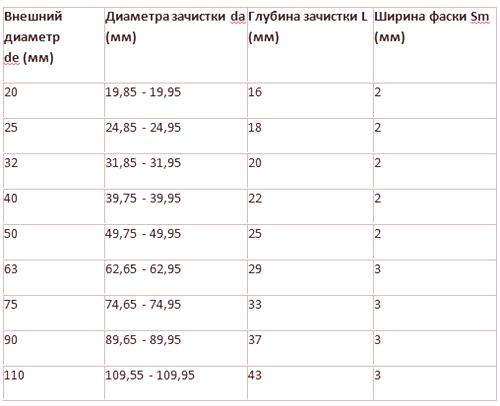
Hloubka vložky "L1"je vyznačena na povrchu potrubía je převzata z tabulky 2.Odstraňování musí nutně odpovídat hloubce vložky.
Hloubka vložky L1 (mm): maximální hloubka vložení vyhřívané trubky do skleněné armatury.

Na vnější povrch potrubí a navařenou armaturu je aplikován podélný štítek. Umožňuje vyhnout se pohybujícím se dílům během připojení.
Povrch potrubí, stejně jako namontovaná armatura, musí být dobře očištěna olejem nebo nečistotami. Po dosažení požadovaného svařování svařovacího zrcadla je potrubí ve spojení s armaturou instalováno ve speciálních pouzdrech. Příslušenství by mělo býtzasunuté trubky do plné hloubky odizolování. Je nutné chvíli počkat, dokud se podrobnosti nezahřívají.
Pak jsou rychle vytaženi a zasazeni do sebe. Hloubka instalace vložky by měla odpovídat délce L1 podle podélných uzlů.
Kloubové části musí být po určitou dobu drženy v pevné poloze podle tabulky č. 3. Pak je čas přirozeně ochladit. Nemůžete je ochladit ventilátory nebo je nechat vychladnout ve studené vodě.
Doba ohřevu, svařování a chlazení
Když je povrch prvků dostatečně ochlazován, je nutné provést jejich hydraulický test.
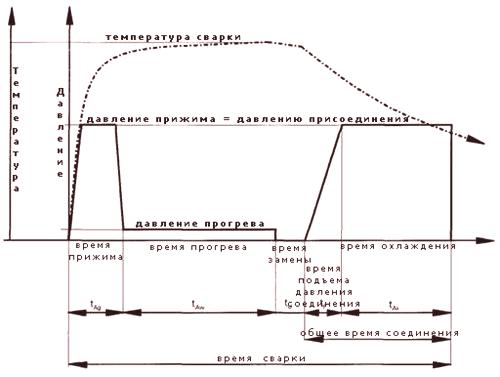
Teplotní rozsahy při svařování kontaktů.

Změny tlaku a teploty během tupého svařování jsou uvedeny na následujícím obrázku:
Nuance odolnosti požadovaného tepelného režimu
Při výpočtu budoucího schématu plynovodů zvažte, jak se instalace uskuteční. Musíte se snažit dosáhnout minimální vzdálenosti mezi pájecím zařízením a připojovacím bodem.
Pokud je výpočet proveden nesprávně a místo svařování je v nepřístupném místě, je nutné ho ohřívat ve značné vzdálenosti od místa montáže. V tomto případě dochází k velkým ztrátám tepla, neboť je zapotřebí zapojit se do přepravy dílů k provádění spojky. V důsledku takových nepovšimnutých okamžiků dochází k silnému oslabení švu.
Je-li chybný výpočet pořadí instalace, může být provedeno pájenítam je situace, kdy bude nereálné odhalit poslední detaily, protože topení je prostě nemožné instalovat mezi díly. Aby se zvětšila mezera, je nutné deformovat určité oblasti potrubí a umožnit vložení zařízení k pájení. Taková práce může zkazit vzhled komunikace. Možný výskyt statického napětí v některých oblastech systému.
Velmi hrubá chyba, v důsledku čehož není možné regulovat teplotu, je následné zahřívání předlitků těsně před spojem. Jinými slovy, každá položka je vyhřívána samostatně. V důsledku toho je teplotní režim zcela narušen.
Takový nesprávný přístup může vést k silnému ochlazení části kvůli době, kterou potřebuje k zahřátí. Dochází k úmyslné ztrátě tepla. Takový způsob připojení dílů neumožňuje řádnou práci a proces změkčení materiálu se stává nepředvídatelným. Je přísně zakázáno jej používat.
Pro správnou kontrolu teplotního režimu je třeba vzít v úvahu několik kritérií:
1. Kvalita svařovacího zařízení pro práci s polypropylenovými výrobky by měla umožňovat dodržení určitých parametrů s minimální chybou.
2. Mezi svářečkou a připojovacím prostorem musí být méně než 1,5 metru.
3. Provoz musí být prováděn ve vytápěcí místnosti.
4. Před zahájením svařovací práce se ujistěte, že teplota spojů součástí je přibližně stejná.