 Průmyslové vzorky trubkových ohybů mají dostatečný počet rozdílů od podobných zařízení vytvořených chaty. Dostupné kompaktní modely tohoto zařízení, které jsou doplněny manuálními pohony, jsou k dispozici ke koupi za předpokladu, že se předpokládá práce s profilovou trubkou malého rozměru. Pokud jde o závažnější práci, když se předpokládá, že ohebné trubky jsou 3 palce, používají se hydraulicky poháněné stroje. Průmyslový nástroj typu, o kterém se jedná, je relevantní pouze v případě odpovídajícího rozsahu práce, tj. Jako domácí vybavení, je nepravděpodobné, že se vejde.
Průmyslové vzorky trubkových ohybů mají dostatečný počet rozdílů od podobných zařízení vytvořených chaty. Dostupné kompaktní modely tohoto zařízení, které jsou doplněny manuálními pohony, jsou k dispozici ke koupi za předpokladu, že se předpokládá práce s profilovou trubkou malého rozměru. Pokud jde o závažnější práci, když se předpokládá, že ohebné trubky jsou 3 palce, používají se hydraulicky poháněné stroje. Průmyslový nástroj typu, o kterém se jedná, je relevantní pouze v případě odpovídajícího rozsahu práce, tj. Jako domácí vybavení, je nepravděpodobné, že se vejde.
Výroba trubkových ohybů průmyslovými prostředky je uvolnění dvou modifikací zařízení, z nichž některé jsou vytvořeny v mobilním provedení, jsou k dispozici pro přenos a další - v stacionárním provedení. Velký komfort aplikace je charakterizován trubkami připojenými k elektrické energii. Poskytují požadovaný poloměr ohybu podle určitého úhlu bez deformace profilu.
Pokud plánujete ohýbat potrubí u vašeho domova, pak je třeba vzít v úvahu určité nuance:
- ruční nástroj je vybaven pružinovým prvkem, se kterým se mění konfigurace potrubí;
- segmentový nástroj umožňuje ohýbat trubku v důsledku jejího protažení kolem segmentu použitého zařízení;
- nástrojový nástroj umožňuje ohýbat pouze tenkostěnné trubky do poměrně malého poloměru pomocí speciálních vodítek.
Jak vyrobit trubku pro ohýbání trubek?
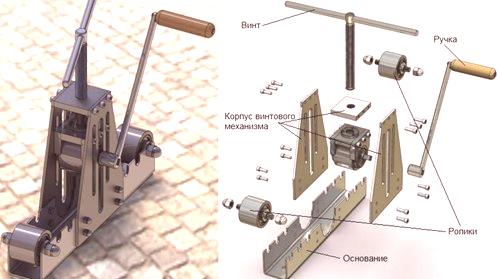
Aby byl stroj pro ohýbání profilového potrubí vlastními rukama, je třeba si uvědomit, že konečný výrobek by měl být jednoduchý a plnit jeho funkci.
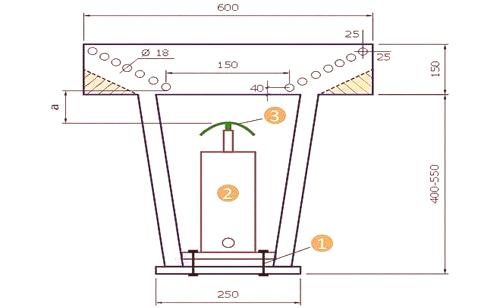
1. režim
Pro výrobu a použití ohýbacího stroje pro profilovou trubku je třeba připravit dva kusy kanálu, dvě prořezávání prstů, které jsou součástí housenkových drah a čtyři rohy.
Pro ohýbání obrobku je zapotřebí zdvihák, může se vyvinout síla 5 tun nebo více. V tomto případě může být jeho modernizace v důsledku instalace zatažitelného stonku z ocelových plošin, pro jejichž výrobu lze použít vyrobenou kladku s šířkou "proud", porovnávat s profilem potrubí. V tomto případě uspořádání hydraulického pohonu zahrnuje vystřihnutí poloviny řemenice a vrtání v ní místo pro zdvihák zvedáku.
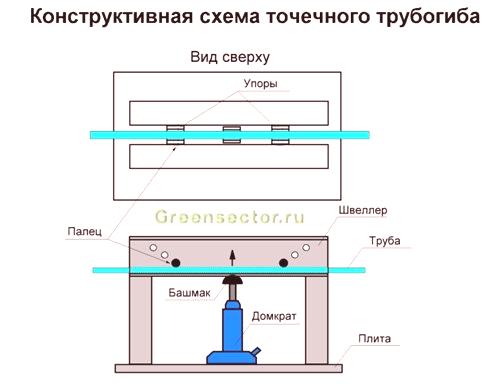
Podlaha budoucího stroje se shromažďuje z rohů, upevněná na ocelový plech svařováním. Celkově se používají čtyři rohy s polici 60 až 80 mm, jejichž horní konce jsou upevněny svařováním dvou kanálů. Pro regulaci úhlu ohybu se předpokládá, že ve stěnách kanálů, které je třeba vyvrtat, musí být symetrické otvory.
Abyste dokončili dokončený stroj ve výchozí pozici pro práci, stačí:
- v dírách získaných v kanálech vložte osa (prsty) a připevněte je k válcům jako dorazy pro obrobek;
- zdvihněte plošinu zdvihátka na úroveň, která umožní obrobku projít mezery;
- nastavte obrobek na obráběcí nástroj pro profilovou trubku a vytvořte požadovaný ohyb s konektorem pomocí jeho funkcí.
2. metoda
Potrubí pro domácí trubici z válcovaného na paměti, že prázdné budou umístěny na bočních válců a přitlačí na horní třetině. Po upevnění potrubí v této poloze bude možné hřídele přenést na požadovaný ohyb pomocí řetězového pohonu.
Pro výrobu válcovacího stroje pro profilové trubky potřebujete:
- pro výrobu válců a těsnění pro uložení ložisek, což lze dosáhnout využitím služeb profesionálního otočného zařízení. Celkový design vytvořený zařízení poskytuje tři hřídele, kde je jeden uložen na pružinách, zatímco jiní jsou zaznamenány v bočních stěnách rámu;
- připraví pluk. . To bude vyžadovat kanál (50 mm), která bude třeba shromáždit obdélník 100 o 30 cm, pak sestaveny police třeba provést hřídele a otvory řezané do závitů potřebných k realizaci možnosti změnit sílu nárazu upínací hřídel;
- s pomocí svařování k sestavení konstrukce z dostupných částí;
- pluk zavěšen na pružinách, šachet a postranního řetězce připojením hvězdy pryvaryv jednoho z rukojeti;
- pro instalaci zdířky tak, aby jeho použití umožnilo změnit sílu lisování.
Pozor! Je problematické vytvořit funkční rolovací trubky bez správných výpočtů a výkresů. To není všemít k tomu potřebné znalosti, takže je nejlepší použít připravenou dokumentaci.
 Nezávislá výroba trubkového ohybu pro profil - to je plně realizovaná úloha, která by se měla vztahovat k určitým účelům. Pokud plánujete tyto práce provádět pouze jako jednorázovou událost, můžete sestavit dřevěnou konstrukci, která je plně schopna odolat krátké životnosti. V opačném případě, pokud se má vyrábět potrubí s jedním nebo druhým ohybem na trvalém základě, je žádoucí získat stacionární agregát složitější a spolehlivější konstrukce.
Nezávislá výroba trubkového ohybu pro profil - to je plně realizovaná úloha, která by se měla vztahovat k určitým účelům. Pokud plánujete tyto práce provádět pouze jako jednorázovou událost, můžete sestavit dřevěnou konstrukci, která je plně schopna odolat krátké životnosti. V opačném případě, pokud se má vyrábět potrubí s jedním nebo druhým ohybem na trvalém základě, je žádoucí získat stacionární agregát složitější a spolehlivější konstrukce.
Pro sestavení stacionárního zařízení, které je potřeba pro ohýbání trubek, je třeba provést následující:
- pro montáž kovového rámu, spojování jeho prvků se šrouby a svařováním;
- instalovat nápravy a hřídele na nich podle stávajícího výkresu, udržet úroveň umístění: dva nad třetím;
- pro shromažďování přenos řetězce použit pro uvedení stroje do provozu, který bude mít nejen obvod, který může přijmout, například, ze starého kola, ale tři ozubená kola;
- zajistěte rukojeť na jednom z hřídelů.
Výkres trubkového ohybu profilu
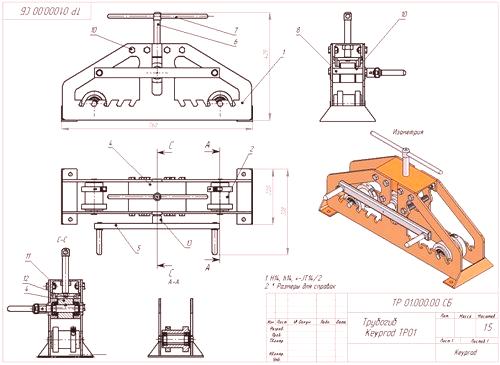
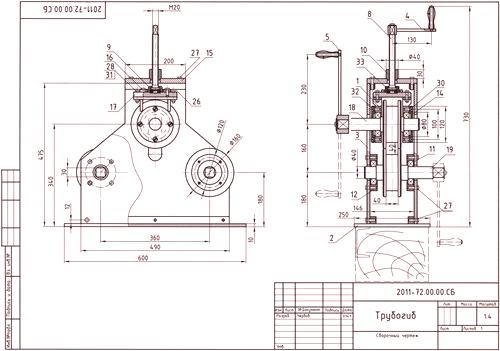
Samohybný stroj na ohýbání trubek válcovacího stroje
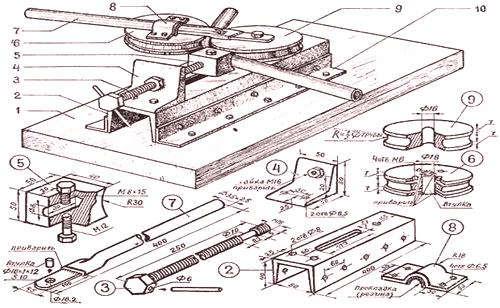
Specifikace - vysvětlení režimu podpory:
- dřevěná kamna;
- ;
- šroub;
- roh;
- Speciální krakování;
- upínací válec;
- pero;
- límec;
- vodicí kladky;
- Upevňovací šrouby rohových.
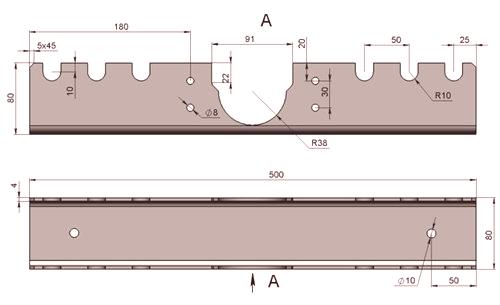
Nejjednodušší ohyb potrubí z kužele typu zubu
 zde:
zde:
- šrouby;
- ;
- Oprava.

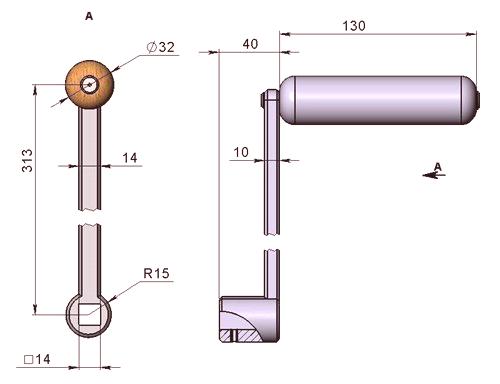
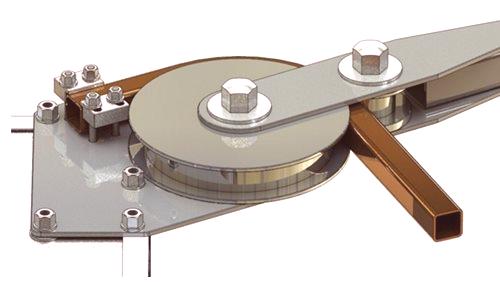
Montáž jednoduchého ohybu potrubí
Podle pokynů uvedených níže můžete vytvořit potrubí pro profilovou trubku s vlastními rukama pro část 10? 10 až 25? 25 mm pod úhlem až 180 stupňů.

Navrhovaný návrh je jednoduchý a pro jeho výrobu bude vyžadován následující soubor materiálů:
- upevňovací lišta;
- , potřebný pro vytvoření rukojeti;
- dva válce, kde průměr prvního - 65 mm a druhý - 173 mm;
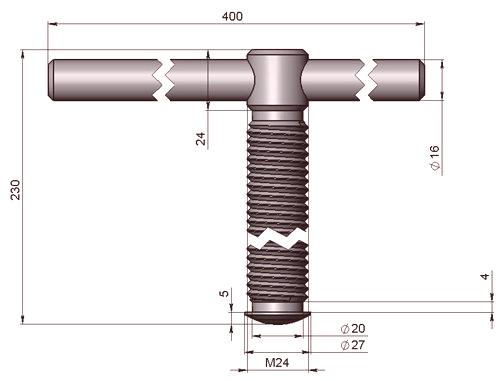
- , která je v závěrové části vybavena řezáním M14;
- matice M16, podložka С
K výrobě upevňovacího pásu lze použít tloušťku 7 mm. U tohoto prvku konstrukce je nutné vyvrtat otvor (30 mm) pro uložení nápravy pod válečkem, 4 hnízda (8 mm) pod čepy M6 a otvory v šroubů.
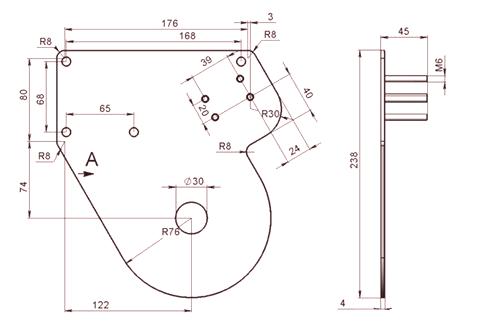
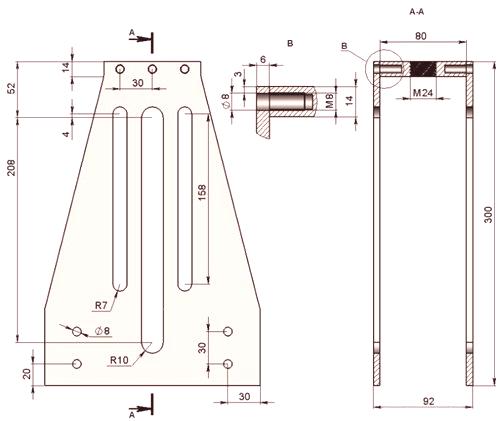
Čtvercový profil (36 × 36 mm, tloušťka stěny 4 mm) je vhodný pro výrobu držadla, která pohání stroj. Pro upevnění tohoto prvku jako páky pro jeho vnitřní konec je nutné svařovat dvě desky a dělat v nich díry (30 mm) se zaměřením na šrouby, které upevňují kladky.
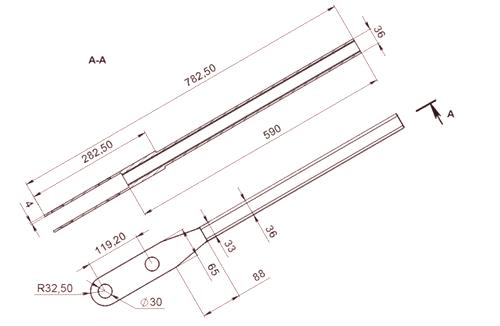 Sestava ohýbání trubek se provádí podle následujícího postupu:
Sestava ohýbání trubek se provádí podle následujícího postupu:
- Montážní deska je upevněna na stroji pomocí šroubů M8. V tomto případě je nutné zajistit stabilitu stroje, aby se vyloučila pravděpodobnost jeho posunů během ohýbání.
- vrotační osa stanovené v upevňovacích pásech, sestaveny skvělý film, pevné matice.
- Náprava, která drží malý válec, je nainstalována a upevněna.
- nacházející se na jeho uzemňovacím kolíku M6 nezbytné pro udržení uživatele při práci s ním. V implantovaném kolíku upevňovací deskou v korelaci s velikostí profilu.
 V budoucnosti, proces zahrnuje ohýbací proftruby, který bude přiřazen ke doleva, aby zajistil ohýbací polohy rukojeti, pak nastavit do polohy obrobku, které poskytují ohýbací práce stroje, poháněné ruční pákou.
V budoucnosti, proces zahrnuje ohýbací proftruby, který bude přiřazen ke doleva, aby zajistil ohýbací polohy rukojeti, pak nastavit do polohy obrobku, které poskytují ohýbací práce stroje, poháněné ruční pákou.
závěr
Vzhledem k tomu, trouby, aby se tvarovaná trubka je obtížné, jsme představili tři různé možnosti pro jeho výrobu. Jeden z nich musí přijít.
Poté, co Pipes dělat s rukama zašlete nám poštou s popisem práce a budeme poslat ho na místě.

